Aluminium slide box
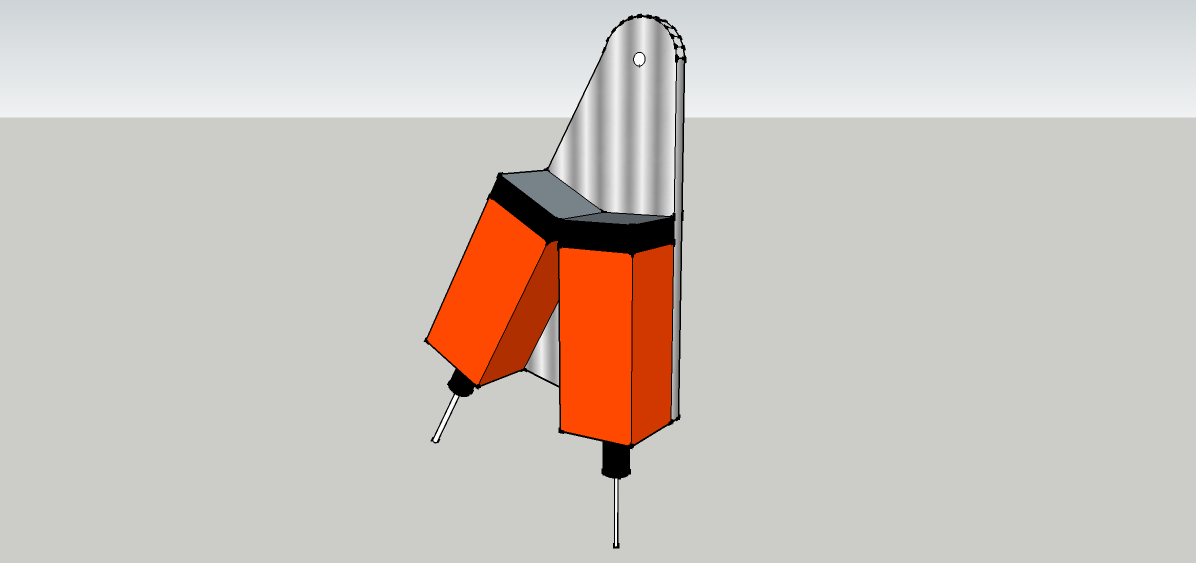
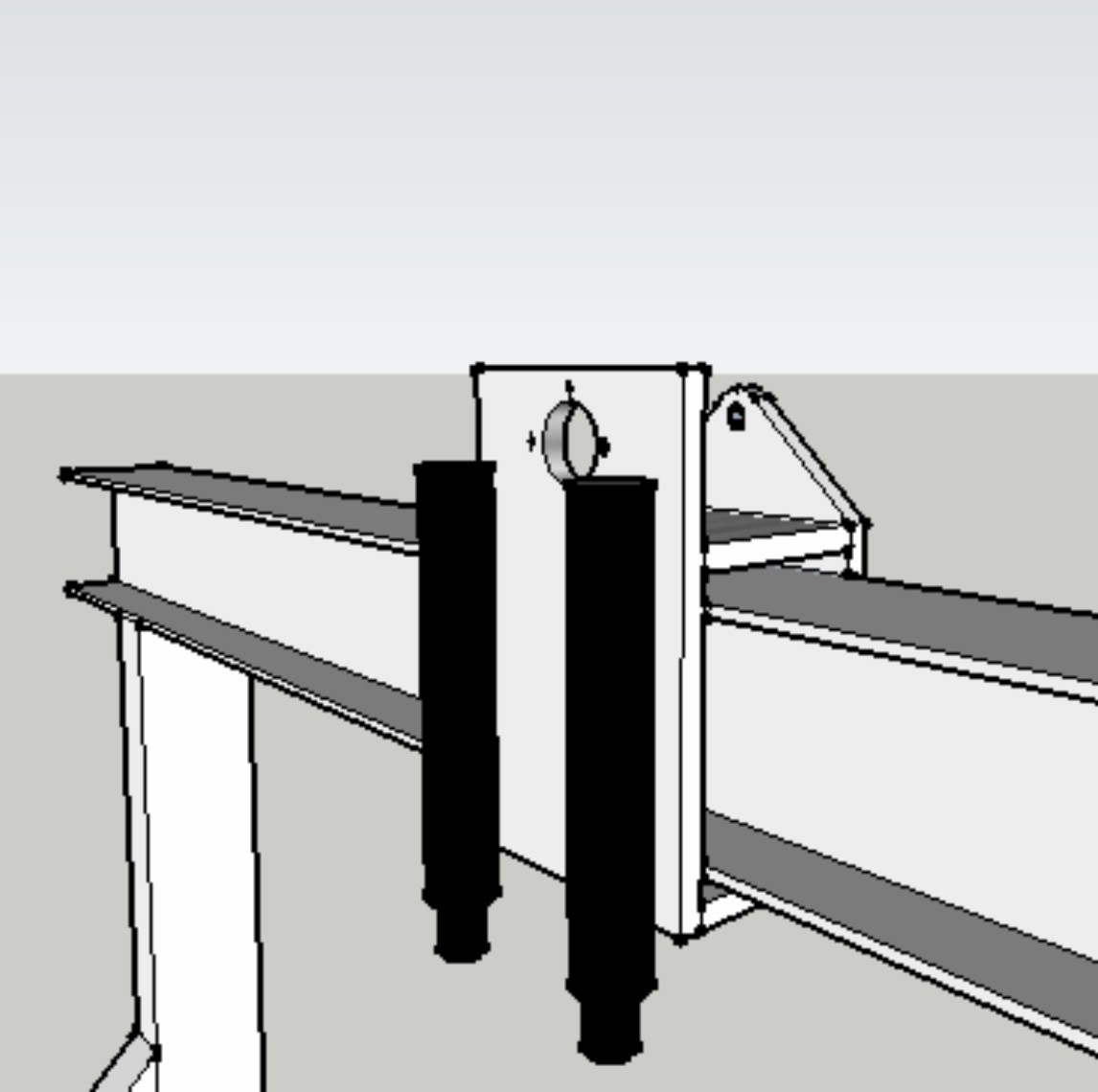
tilting motor mount
Slide box: The basis is a wrap around box of thick aluminium plates enclosing the beam.
Each of the 4 plates has a unique function. The top and bottom plates are for the absolute location of the slide box; Turcite blocks for the heavy downward loads and vibration damping, ball bearing rollers only for lateral location.
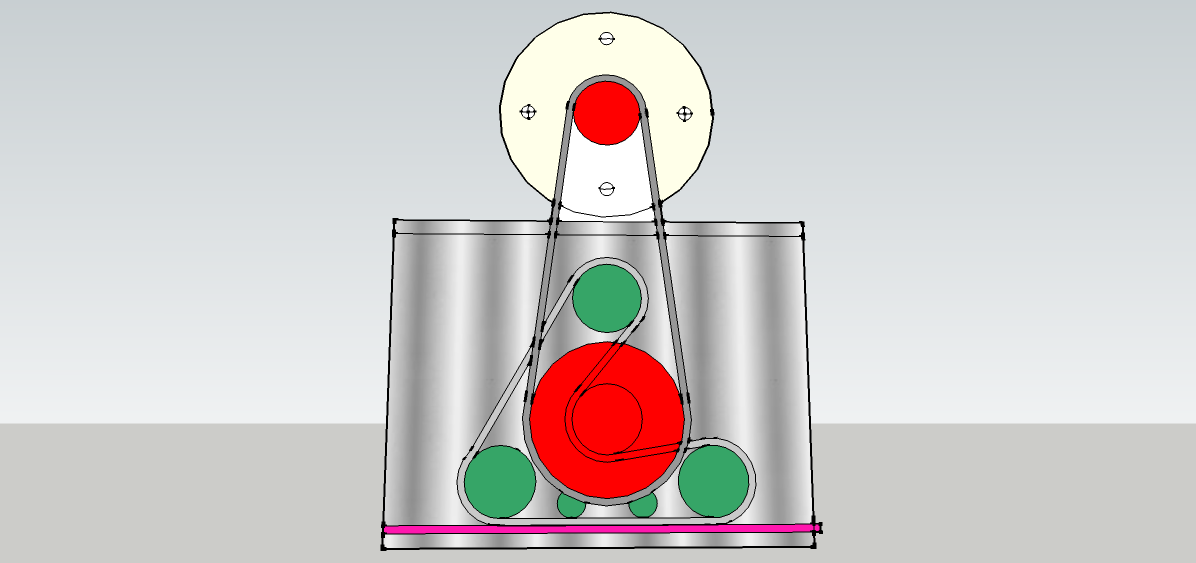
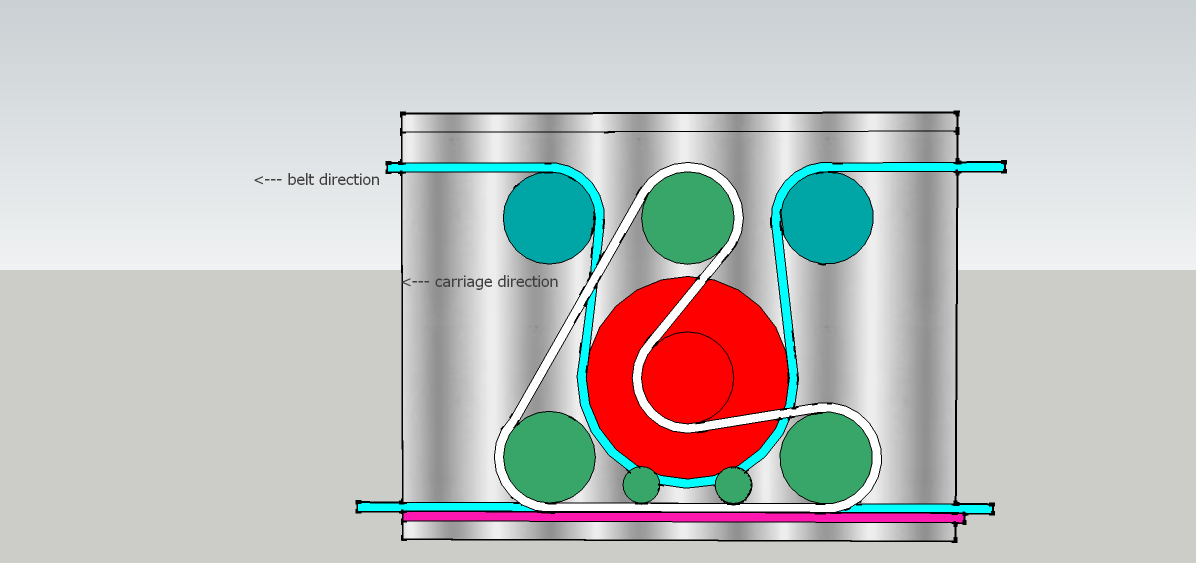
One vertical sideplate supports the entire drive mechanism – see picture. The drive motor sits over the top of the slide box and drives the big pulley on the outside. All the rest is inside the web of the RSJ ending up with the toothed belt driving onto the rack with a caterpillar drive to give more tooth contact. This plate is at the back of the machine and also supports a pair of Desoutter AFDK drills which just need a pulse from a 4mm air pipe to set them off on an automatic drilling excursion.
The other side plate supports a swinging plate that holds a pair of angled router motors. These are alternately selected with a push from an air cylinder; the cheapest alternative to a tool changer you’ll ever see.
The tool changer: The top pivot point is in line with each router motor axis so that they both swing into exactly the same position. The pneumatic pusher cylinder is mounted inside the slide box and pushes a peg that goes through a slot – neat huh? Between the motors a round steel plug is pressed into the plate and one of a pair of electromagnets pulls this to lock the plates together (better solutions in comments please).
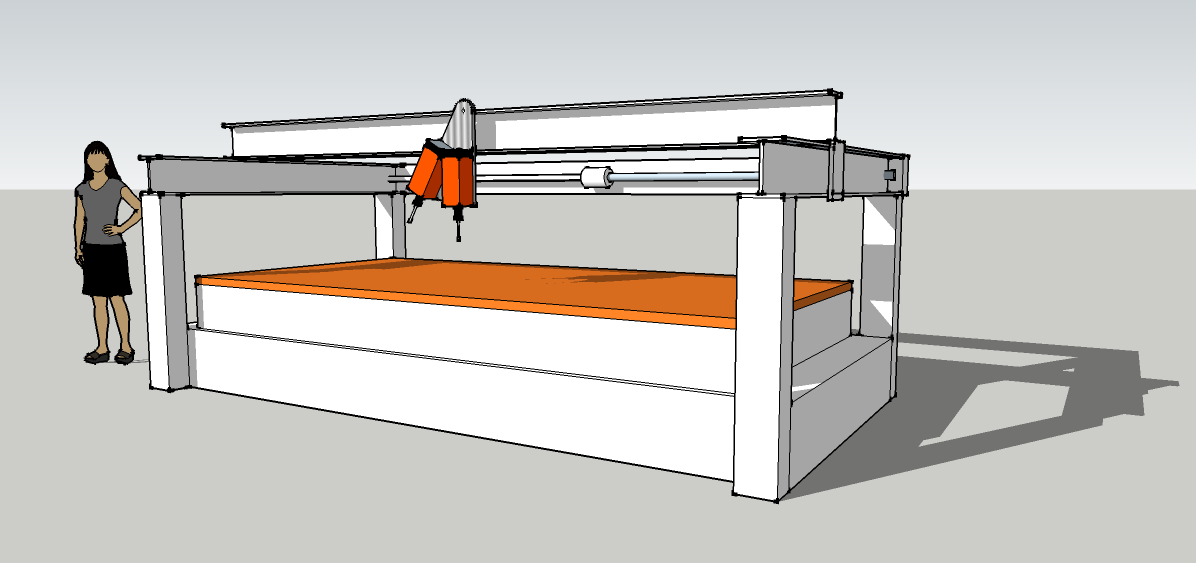
So there we have a heavy duty industrial quality router with 2 tools and 2 drills; about £20,000 worth if you had to buy one. One could earn a comfortable living with one of these. Not a lightweight project but still DIYable. Don’t get bogged down with cutting, welding and drilling heavy frames; the steel suppliers have all that kit and will make your frame in no time. Just send off your drawings and wait for your cnc router to arrive.
Levelling the beam: There must be a few ways to do this other than sending it away for precision grinding.
A small steel block with a laser on it will show a dot moving up and down a target to reveal the bumps which will respond to a light touch of an engineers scraper.
When the beam is true adding hardened steel guide bars will provide the perfect flat finish.
Panels: Professional machines come with expensive steel panels. As the central box chassis needs to be stiff and straight use MDF panels bolted to the steel to make it neat and strong too. Hammerite paint on MDF is remarkably durable and will keep it all looking very tidy.
Bellows: With a rectangular box sliding on the RSJ there will be no problem in adding bellows to make the machine the ultimate in tidiness and this will be no bad thing for the unlubricated Turcite slides.
For further reading try following http://www.mycncuk.com -a fount of CNC knowledge- and please criticise or add ideas for improvements in comments.
More on this topic in LIST OF POSTS